Цинкование в домашних условиях – доступный способ защиты металлов. Описание технологии холодного цинкования металлоконструкций Преимущества холодного цинкования металлов
Вполне осуществимо. Прежде всего, оно необходимо для защиты металла от коррозии, которая является наиболее разрушительной «болезнью».
Некоторые виды металлов, контактируя с воздухом, начинают окисляться.
В результате этого процесса на поверхности появляется пленка, способная защищать поверхность от вредных воздействий.
Что касается железа, то здесь также образуется пленка, но она не отличается то же плотностью, поэтому не дает материалу нужной защиты. В итоге воздух со временем проникает все глубже, поражая большую поверхность.
Для сохранения металлических изделий от ржавчины, помимо цинкования, можно выполнить хромирование, покрыть металл медью, оловом или свинцом. Специальные заводы выпускают сегодня много вариантов различного покрытия.
Технология покрытия металла цинком довольно-таки проста, поэтому ее можно выполнить своими руками.
Оцинковка металла может осуществляться различными методами:
- Горячее цинкование.
- Холодная краска.
- Гальваническое.
- Газо-термическое напыление.
- Термодиффузионное.
Независимо от того, какие классы цинкования используются, необходимо правильно выбирать толщину этого покрытия, на которую влияет время и температура технологического процесса.
Горячая оцинковка металлических изделий считается наиболее эффективным и долговечным методом борьбы с коррозией.
Однако, с экологической точки зрения данный метод нельзя называть безвредным и безопасным, поскольку цинк подвергается плавлению, металлическая поверхность обрабатывается химическим путем.
Технология данного метода предполагает наличие двух этапов: подготовительного и непосредственной оцинковки.
Подготовка заключается в том, что металлическая поверхность сначала обезжиривается, затем необходимо выполнить травление.
После этого поверхность промывается, осуществляется флюсование и все тщательно просушивается.
Горячее цинкование производится, используя специальное оборудование.
После того как изделие высохнет, осуществляется процесс оцинковки: просушенный материал опускается в специальную емкость, где располагается горячий цинк.
Горячая оцинковка, несмотря на то, что является наиболее эффективным методом защиты железа от ржавчины, имеет свои недостатки.
Во-первых, необходимо иметь специальное оборудование – ванны, сушильную камеру, печь.
Во-вторых, ее размеры часто бывают ограничены, в результате чего становится невозможным обрабатывать материал больших размеров.
Хотя, нужно отметить, что современное промышленное оборудование позволяет делать горячее цинкование ЛЭП, строительных лесов и пр.
Метод холодного цинкования
Холодное цинкование металла становится наиболее популярным методом оцинковки. Технологический процесс подразумевает покрытие железа краской, содержащей порошковый цинк.
Поверхность оцинкованного изделия содержит 89-93% Zn. Технология является более простой в сравнении с предыдущим методом горячей оцинковки.
Металлическая поверхность изделия покрывается распыленным цинком таким же способом, как наносится обычная краска, то есть при помощи валика или кисти.
Если использовать распылители, то можно не только экономить время на обработку изделия, но и прокрашивать труднодоступные места.
Холодная краска цинком металлических поверхностей удобна в тех случаях, когда другие методы обработки применить трудно или невозможно, специальное оборудование для этого не используется.
Этот способ обработки металла цинком используется также для ранее оцинкованных изделий. Данная технология может осуществляться при различных температурах.
Гальваническое цинкование
Гальваническое цинкование осуществляется с помощью электрохимического воздействия.
Используя гальваническое цинкование, вид оцинкованного покрытия гладкий, равномерный, блестящий и привлекательный с декоративной точки зрения.
Технологический процесс таков: чтобы покрасить, обрабатываемая деталь опускается в емкость, в которой находится электролит (цинковая пластина).
Подводится ток, в результате анод цинка растворяется и оседает на поверхности материала.
Нужно отметить, что цена данного метода достаточна высока.
Технологический процесс влечет образование опасных отходов, который сопровождается большими затратами на очистку сточных вод.
Газо-термическое напыление
Данная технология применяется в тех случаях, когда габариты обрабатываемых конструкций не дают возможность покрасить, используя оборудование в виде ванн, как при выше описанных методах.
Используются такие виды цинка, как проволочный или порошковый.
Цинк сначала подвергается плавлению, после чего происходит напыление на обрабатываемую поверхность посредством газового потока.
Поверхность оцинкованного материала приобретает чешуйчатый, пористый вид. Из-за полученной структуры материал необходимо дополнительно покрасить, чтобы заполнить образовавшиеся поры.
Газо-термическое напыление цинка обладает высокой степенью защиты материала даже в таких условиях, как в воде (пресной и морской), а также в различных атмосферных условиях.
Термодиффузионное цинкование
Данная разновидность оцинковки известна еще как шерардизация.
Технологический процесс заключается в следующем: атомы цинка преобразуются в пар при очень высокой температуре (более 2600°), благодаря чему происходит проникновение в железо.
Данная технология применима в тех случаях, когда необходимо создать оцинкованный слой толщиной, превышающей 15 мкм.
Для данного метода используется специальное оборудование.
Процесс протекает при высоких температурах и в замкнутом пространстве муфелей (реторт), объемы которых заполняются обрабатываемым изделием и порошком, содержащим цинк.
Покрасить металл данным методом экологически безопасно, а также такая оцинковка характеризуется хорошей адгезией, покрытие из цинка повторяет контур деталей, защитные способности находятся на высоком уровне. Однако цена такого варианта весьма существенна.
Гальваническая оцинковка в домашних условиях
Гальваническое цинкование материала своими руками требует наличие аккумулятора от автомобиля или зарядного устройства, отвечающее следующим требованиям: 2-6А, 6-12В.
Электролит можно сделать из любой соли, но лучше воспользоваться раствором соли цинка.
Чтобы его сделать, потребуется сернокислотный цинк (200г), сернокислотный аммоний или магний (50г), уксуснокислый натрий (15г), вода (1л).
Также для цинкования своими руками можно использовать аккумуляторный электролит (разведенная серная кислота), в который помещают цинк.
В результате реакции цинк остается на поверхности изделия, а кислота преобразовывается в соль.
Если на дне выпадет осадок, то это говорит о высокой концентрации кислотного раствора. В этом случае раствор разбавляется небольшим количеством воды.
В качестве емкости используется стеклянная банка, если обрабатываемая деталь небольших размеров, либо винипласт или любая другая стеклянная емкость.
Емкость необходимо подобрать так, чтобы на ней можно было закрепить электрод с деталью.
Сам процесс покрытия металла цинком своими руками необходимо начинать с очистки и обезжиривания детали.
После этого ее помещают в раствор серной кислоты на несколько секунд (до 10 сек), таким образом металлическая деталь активируется.
Затем ее необходимо промыть обычной водой. Далее осуществляется анодирование материала.
Электрод делают из небольшого кусочка цинка, в котором просверливают отверстие и продевают медную проволоку.
При этом, сделанный своими руками электрод, должен быть сопоставимым по площади, как и обрабатываемый материал, форму брать лучше плоскую для удобства размещения в емкости.
Подручное оборудование присоединяют минусом к материалу, а плюсом – к цинку. Процесс будет протекать в течение 40 минут, в результате которого цинк растворится и осядет на поверхности изделия.
Следует отметить, что оцинковка своими руками должна осуществляться в проветриваемом помещении, а также в перчатках и специальной одежде. Цена домашнего метода остается невысокой.
Холодное цинкование дома
В домашних условиях можно выполнить холодное цинкование металла, для которого используется краска. Следует отметить, что это не просто краска с добавлением цинка, а скорее цинк в таком виде.
Для создания оцинкованного изделия используют специальные материалы (продаются в магазинах) с двумя составляющими: порошок цинка и связующий компонент в жидком виде.
Краска в виде двух веществ находится в отдельных емкостях. Они смешиваются согласно инструкциям, имеющимся на упаковках.
Пропорции, в которых они смешиваются между собой, могут быть 1:1, либо 3:1 (цинк и связующий компонент соответственно).
Краска наносится при положительной температуре (5-40 градусов) в проветриваемом помещении.
Хорошим средством, которым можно покрасить металлическое изделие, считается краска «Гальванол». Он прост в применении даже в домашних условиях, может наносится на ржавчину, быстро сохнет, а цена остается доступной для простых обывателей.
Методы домашнего цинкования отличаются своей простотой, доступностью и эффективностью внешнего вида оцинкованного материала.
Также следует отметить, что специальное оборудование для данного процесса в домашних условиях использовать не надо.
Современные доборные элементы для кровли способны сформировать любую геометрию и выполнить функцию декоративного оформления кровли вашего дома. Это отличает один дом от другого и делает их неповторимыми. Естественно, что эти изделия — это не только декоративное дополнение к зданию, но и конструктивные детали для защиты кровельных покрытий.
Наш завод предлагает Вам изготовление кровельных доборов с любыми покрытиями и цветами, а также под конкретный заказ по чертежам и эскизам клиента.
Внимание! Акция!
Бесплатный выезд на Ваш объект и замеры при покупке доборных элементов для крыши нашего производства!
Условия акции:
Завод Железный форт предлагает услугу выезда профессионального замерщика на Ваш Объект, который сможет точно снять параметры фасонных элементов, необходимых для монтажа. Стоимость такого выезда и замеров составляет от 4000 до 5000 рублей. В дальнейшем при покупке продукции у нашего завода, мы предоставляем скидку на стоимость данной услуги!
Доборы для кровли фальцевой и металлочерепицы
Крыша — это не только часть здания, покрытая металлочерепицей, мягкой кровлей или глиняной черепицей. Металлическая крыша — это сложное технологическое изделие, включающее в себя соединительные, подшивочные, завершающие и декоративные элементы кровельного покрытия. К таким важным компонентам кровельных конструкций относятся оцинкованные детали крыши. Без них невозможно надлежащее устройство стыков, изгибов, торцов и обеспечение хороших эксплуатационных качеств. Если оставить щели и зазоры открытыми, то это нарушит эстетический вид и пропустит грязь, пыль, атмосферные осадки, что существенно навредит всему зданию.
Основа безопасности и долговечности — доборные элементы для крыши
От этих, казалось бы, не заметных деталей строительства и оформления фасада зависит безопасность, герметичность здания, а также индивидуальность фасада вашего здания. Доборы для крыши создают защиту вашему частному дому или промышленному зданию, закрывают все стыки на кровле. Качество исполнения этих изделий покажет, как долго кровля вашего здания будет служить Вам и отводить естественные осадки от построенного вами сооружения. Такие изделия, как снегозадержатели и парапеты защищают водосточную систему от разрушения сползающими с крыши массами снега и льда. С кровельными доборами и водосточной системой, изготовленными нашим заводом, ваш дом прослужит Вам очень долго.

Виды доборных элементов для кровли:
- Костыль для кровли — крепежный элемент, устанавливаемый под кровлю для жесткости уё крайней части.
- Капельник или карнизная планка — доборный элемент для кровли и фасада, который защищает стропильную систему крыши от ветра и влаги в нижней части крыши.
- Торцевая планка (ветровая планка) — защищает стропильную систему с торца здания и препятствует деформации крыши при сильном ветре.
- Планка примыкания (верхняя и нижняя) — деталь для примыкания кровли к трубам, мансардным окнам и другим конструктивам на крыше здания.
- Ендова верхняя — планка для соединения разных частей крыши на наружном изломе. Устанавливается над металлочерепицей.
- Ендова нижняя — планка устанавливается под металлочерепицу и служит для соединения частей крыши на внутреннем изломе.
- Конёк круглый — декоративная планка круглой формы для соединения разных скатов крыши в верхней части. Устанавливается над металлочерепицей.
- Конек прямой — декоративная планка прямая для соединения разных скатов кровли в верхней части и монтируется на металлочерепицу.
- Конек LHS — декоративная планка сложной формы. Служит также для соединения разных скатов кровли в верхней части и также устанавливается над металлочерепицей.
- Планка для снегозадержания — важная планка, которая задерживает активное сползание снега с крыши и защищает водосточную систему от выхода из строя.
- Парапет — деталь кровли, защищающий фундаменты, карнизы, заборы, ограждения и другие строения от прямого попадания атмосферных осадков.
- Нащельник — соединительная деталь для стыковки окна и оконного откоса.
- Уголок для облицовки — профиль для различных стыковочных швов и выполняет, также, декоративную функцию.
Производство доборных элементов для крыши от нашего завода
Наша компания располагает собственной производственной мощностью с современным и высокоточным, прошедшим сертификацию, оборудованием. На этом оборудовании мы не только изготавливаем нашу продукцию, но и предоставляем любых металлических деталей для фасадов и всех видов кровельного покрытия.
Изготовление оцинкованных доборов для кровли ведется только из качественной стали и на оборудовании, произведенном в Германии. Используется широкая цветовая гамма, включающая в себя более двухсот оттенков, что позволяет клиентам подобрать оптимальные цветовые вариации с .
Самым страшным заболеванием изделий, которые изготовлены из металла, выступает коррозия, которая разрушает их постепенно. Как же можно побороть этот недуг? Одним из способов считается покрытие поражённого участка массой, что содержит значительное количество цинка: доля его содержания может достигать 95%. Процесс создания цинкового покрытия на металле абсолютно ничего сложного собой не представляет и не требует огромных финансовых затрат.
Необходимость защиты от коррозии
Любой металл нуждается в создании защитного покрытия от ржавчины, коррозии и других вредных воздействий, способных разрушить изделие. Благодаря разным технологиям по обработке металлов защитить поверхность металла и продлить срок использования изделия совсем несложно.
В мировой практике из металлических покрытий чаще всего используются цинковые. Главными причинами, что обуславливают выбор в пользу цинковых покрытий для изделий из металла, являются невысокая цена цинка и стоимость цинкования, а также наличие более электроотрицательного стационарного потенциала, чем железо, при воздействии агрессивных сред.
Оцинковка металла (цинкование) - покрытие поверхности металла цинком, который благодаря своей хрупкости и минимальному уровню твердости обеспечивает любому изделию надежную защиту. Слой окиси на покрытии достаточно прочен, цинк является более активным материалом, чем железо, поэтому он значительно замедляет коррозию.

Цинк быстрее вступает в реакцию с коррозией, чем она добирается до основного металлического слоя, поэтому деталь останется не тронутой. И пока на изделии остается хотя бы кусочек цинка, вокруг него железо не ржавеет. Даже если цинковое покрытие имеет повреждения, или отсутствует в некоторых местах, его защитные свойства сохраняются.
Таким образом, цинковые покрытия выполняют роль протекторов, что «размазаны» по поверхности защищаемой детали. Оцинковку металла в основном проводят при помощи специального производственного оборудования разными методами. К тому же возможно осуществление цинкования в домашних условиях.
Методы цинкования
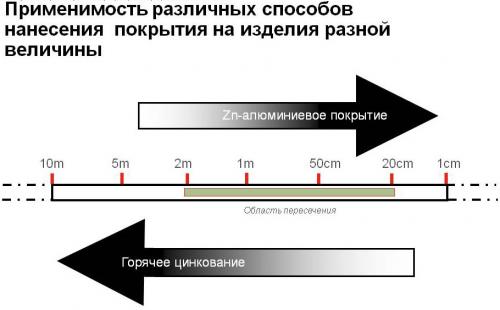
Процедура нанесения на изделие из металла цинкового покрытия производится одним из следующих способов: горячее цинкование, холодная окраска, нанесение гальванических покрытий, газо-термическое напыление цинка и термодиффузионное цинкование. Способ нанесения покрытия на деталь принято выбирать, зависимо от условий будущего использования и желаемых свойств протекторного слоя. В одном изделии может использоваться несколько типов покрытий.

Независимо от выбора метода цинкования, чтобы получить качественный результат, важно правильно подобрать толщину цинкового покрытия, зависящую от времени и температуры процедуры. Также следует помнить, что цинкованное металлоизделие не должно подвергаться никаким механическим воздействиям.
Горячее цинкование
Цинковые покрытия, которые создаются посредством процедуры горячего цинкования, занимают по объему цинковальных производств второе место, а по долговечности и качеству являются сегодня одними из лучших. Хотя и присутствуют проблемы экологической безопасности, которые обусловлены наличием расплава цинка и использованием химической методики подготовки поверхности.
Технология горячего цинкования металла состоит из двух этапов: подготовки поверхности и непосредственно цинкования металла. Подготовка поверхности перед горячей оцинковкой состоит в последовательном выполнении таких операций: обезжиривание поверхности под цинкование, травление поверхности металла, промывание и флюсование металла, а также просушивание поверхности.

После прохождения всех стадий подготовки нужно высушить изделие. Нанесение цинка совершается путем использования специального оборудования для горячего цинкования и погружения сухого подготовленного изделия в ванну с горячим цинком. На поверхности детали образуется сплав Fe-Zn, предохраняющий от коррозии.
Недостатком данного метода служит то, что ванны для обработки металла, зачастую ограничены в размерах и не способны предоставить возможность для обработки нужной конструкции. Хотя в современной ванне легко умещаются строительные леса, мачты освещения и опоры линий электропередач.
Холодное цинкование
Широкое распространение в последние годы получила методика холодного цинкования металла посредством окраски металлоизделий грунтом с высоким содержанием цинкового порошка. В готовом покрытии цинка 89-93%. Способ отличается высокой технологичностью и простотой выполнения. Распыленный цинк наносится на поверхность как обычная краска - с помощью валика или кисточки. Также можно использовать для этой цели распылители, которые сокращают время на цинкование и позволяют достать до самых отдаленных мест.
Такой метод считается очень эффективным для конструкций, которые обработать другим способом нельзя - к примеру, для закрепленных труб, арматуры линий передач, элементов железнодорожных путей, нефтяной арматуры, дорожных ограждений, мебельной фурнитуры и прочих неподвижных стационарных объектов.

Процедура считается действенной и для проведения ремонта поверхностей, что были оцинкованы ранее.
Холодное цинкование стали осуществляется в широких границах температуры, а покрытие получается эластичным, выдерживающим механические деформации и термическое расширение.
Срок службы холодной оцинковки может превышать время эксплуатации горячей в 3-4 раза. К недостаткам методики относят невысокую стойкость к механическому воздействию и потребность тщательного контроля условий труда из-за использования органического растворителя.
Гальваническое цинкование
Процедура гальванического цинкования позволяет создать особенно гладкое и точное цинковое покрытие поверхности металла. Подобная методика оцинковки предполагает нанесения покрытия при совершении электрохимического воздействия. Она подходит для проводящих и не проводящих ток материалов. Толщина гальванического покрытия обычно составляет 20-30 мкм.
При гальваническом цинковании металла осаждаемое покрытие получается точного и равномерного размера, блестящее, декоративное. Адгезия подобных покрытий обеспечена молекулярными силами, которые наблюдаются при взаимодействии основного металла и молекул цинка. На силу подобного взаимодействия влияет присутствие любых пленок (окисных или жировых) на поверхности покрываемого изделия, чего полностью не избежать при массовом производстве.

Технология цинкования электролизом состоит в следующем: стальная конструкция, подвергаемая цинкованию, и пластины цинка погружаются в емкость с электролитом. Пластины и изделие подключаются к источнику тока. Цинковый анод во время электролиза растворяется, оседая на поверхности стальной детали.
Среди преимуществ метода можно выделить хороший декоративный аспект. Вместе с этим процедура электролитического цинкования имеет один серьёзный недостаток: цена цинкования состоит не только из стоимости цинка и электролита. Электрохимическая оцинковка сопровождается образованием опасных отходов, поэтому нужна очистка от цинка сточных вод, что является достаточно дорогостоящей процедурой.
Термодиффузионное цинкование
Процедура термодиффузионного цинкования является еще одним видом цинкования. Методика ТДЦ известна достаточно давно. Впервые она была применена в Англии в начале 20 столетия и получила название «шерардизация». Впоследствии была несколько подзабыта, уступив место другим способам цинкования. Однако с девяностых интерес к методике вновь возрос.
Сущность термодиффузионного цинкования заключается в образовании цинкового покрытия на поверхности железа за счет перехода при температуре больше 2600 градусов атомов цинка в паровую фазу, что способствует их проникновению в железную подложку. В процессе формируется железноцинковый сплав сложнейшей фазовой структуры. Технологию цинкования ТДЦ используют, если необходимо создать слой цинка толщине больше 15 мкм.

Возникновение такого покрытия возможно исключительно при высоких температурах и в замкнутом пространстве муфелей или реторт, которые заполнены цинкуемыми деталями и порошковой смесью, содержащей цинк. Металлические изделия в данном случае проходят аналогичные стадии, как и при процессе горячего цинкования, а в конце загружаются во вращающуюся барабанную печь, где материал и покрывается цинком.
Методика ТДЦ имеет ряд достоинств перед другими методами цинкования:
- процесс цинкования безопасен с экологической позиции;
- получаемое покрытие не имеет пор и отличается высокой адгезией к подложке благодаря диффузионному слою;
- защитная способность цинкового покрытия в 5 раз больше, чем у гальванических покрытий;
- толщина покрытия изменяется в широком интервале;
- покрытие точно воспроизводит форму деталей самой сложной конфигурации (отверстия, резьба, полости, внутренние поверхности, щели);
- отходы процесса не требуют захоронения.
Но вместе с этим методика ТДЦ имеет свои недостатки, к примеру, у цинкового покрытия отсутствуют декоративные свойства - покрытие получается без блеска, темно-серого цвета. Производительность - относительно небольшая, присутствуют вредные аэрозоли цинковой пыли, часто возникают такие дефекты цинкового покрытия, как неравномерность по толщине.
Газо-термическое цынкование
При цинковании напылением покрытие металла цинком осуществляется следующим образом: расплавляется металл в виде порошка или проволоки, и напыление цинка на изделие происходит в газовом потоке. Метализационные газотермические покрытия являются оптимальным решением для защиты крупногабаритных металлоконструкций от коррозии, которые не помещаются в гальваническую ванну или емкость с расплавом цинка.

Расплавленные частицы цинка деформируются при ударении о поверхность металла, образуя так называемое «чешуйчатое» покрытие. Формируется при этом пористое покрытие, которое нуждается в покрытии порозаполнителем в виде лакокрасочных материалов. Подобные комбинированные покрытия обладают долговременной защитой в разных условиях использования - морская и пресная вода, атмосферные условия.
Цинкование в домашних условиях
Перед проведением цинкования своими руками изделие необходимо подготовить и зачистить надлежащим образом поверхность. Чем вы сделаете это лучше, тем ровнее и прочнее ляжет цинк. Потом металлическую деталь следует активировать, для этого опустите её в серную кислоту на 2-10 секунд. Потом сразу же промойте её, погрузив в воду, и приступайте к анодированию.
Установки для цинкования могут быть изготовлены следующим образом. Подберите посуду из инертного материала - винипласта или стекла. Если деталь небольшая, то можно взять даже литровую банку. Учитывайте возможность закрепления электрода и изделия, которое является вторым электродом, на ней. Подвеску электродов осуществляйте на медной проволоке.
Возьмите в качестве источника тока зарядное устройство 2-6 Ампер, 6-12 Вольт. Электролитом для домашнего цинкования теоретически может быть практически любая соль, которая растворяется в воде, на практике же легче приготовить соль цинка. Можно взять аккумуляторный электролит (разведенную серную кислоту), поместите в него цинк. После прекращения реакции цинк останется, а кислота перейдет в соль. Если кислота является слишком концентрированной, то на дне возникнут кристаллы сульфата цинка, тогда слегка разбавьте электролит водой.
После этого процедите электролит и залейте в посуду для цинкования. Цинковый электрод вы можете выполнить из куска цинка, просверлив отверстие в нем и подвесив на проволоке из меди. Площадь поверхности должна соответствовать площади обрабатываемого изделия, форма должна быть плоской и удобной для погружения в емкость. К слову сказать, кусок цинка можно приобрести в любом пункте приема металла.
Подведите минус к изделию и плюс к цинку, цинковый электрод «растворится», а на детали осядет слой цинка. Самым сложным при использовании оборудования для цинкования и проведения самого процесса оцинковки выступает режим цинкования: на изделии может осесть порошок цинка, который легко удалить тряпкой, а может - прочный слой, вам нужен последний вариант.
На качество цинкового покрытия влияют такие факторы:
- Плотность тока. Этот показатель рассчитывается как сила тока, что делится на площадь поверхности изделия, и составляет 0,5 - 10 ампер на дециметр квадратный. Регулятором напряжения постарайтесь добиться не слишком бурной реакции. Покрытие получится слабым и неровным, если с детали будут чрезмерно активно идти пузырьки.
- Температура. Подберите для электролита комнатную температуру.
- Плотность электролита. Данный параметр может изменяться в широких пределах - от значения растворимости солей цинка до нуля.
- Геометрия изделия. Если деталь имеет сложную форму, то в толщине покрытия может быть значительная разница, зависимо от удаления изделия от цинкового электрода. На острой кромке появляются наросты, в углублении покрытие будет слабое.

Проанализировав выше сказанное, помните, что целесообразно увеличить расстояние до электрода, воспользоваться двумя цинковыми анодами, покрутить деталь, поэкспериментировать. Возможно проведение цинкования в 2 или 3 слоя, с процессом промежуточного удаления на острых кромках образовавшихся наростов.
Таким образом, при работе с различными металлическими изделиями зачастую приходится сталкиваться с ущербом, вызванным коррозией. Металл и сталь имеет прочную структуру, однако она не может спасти его от данной напасти. Поэтому для защиты металлических конструкций и сооружений, что особенно подвергаются коррозии, идеальным вариантом является обращение к технологии цинкования - методу горячего цинкования, холодной окраске, нанесению гальванического покрытия, газо-термическому напылению цинка и термодиффузионному цинкованию.
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:
- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое ("чешуйчатое") покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.

Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. "Холодное" покрытие может прослужить дольше, чем "горячее", в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который "растворится", а на изделии образуется слой цинка. Время обработки – 10–40 минут.
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм 2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции "порошок"-"связующее" бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.

Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
Защита металлической поверхности от коррозии актуальна всегда, независимо от объемов производства. Она необходима и в частном хозяйстве. Подобная защита в значительной степени продлевает продолжительность службы изделий и делает их использование надежным. Одним из самых распространенных вариантов является цинкование металла, при котором на поверхность наносят химический состав с содержанием цинка. Данный метод выполняется в различных условиях с использованием подходящей технологии.
Все стальные изделия подвержены процессу коррозии. Особенно актуальным это становится во влажных условиях. Если использовать цинкование металла, обеспечивается самая надежная антикоррозийная защита. Это связано с тем, что в результате данного процесса на поверхности появляется гальваническая пара вместе с основной сталью. В ней большая степень электроотрицательного заряда характерна цинку. Данный уровень стали существенно ниже. Именно поэтому ее рекомендуют покрыть данным составом.
В этой паре основное воздействие агрессивной среды приходится именно на поверхность покрытия цинком. При этом химическая реакция с основным металлом практически исключается. В результате подобная защита обеспечивается до тех пор, пока у оцинковки сохраняется достаточный слой. Поверхность перестанет давать нужный эффект, когда покрытие полностью разрушится.
Цинкование стальных изделий дает не только хорошую барьерную, но и электрохимическую защиту. Данный процесс можно выполнить разными способами, выбор которых определяется наличием специальных средств и оборудования. В некоторых случаях можно нанести цинк в домашних условиях.
Обратите внимание! Под воздействием влаги и кислорода защитное покрытие разрушается. На его месте появляется гидрооксид цинка, который дает некоторые защитные свойства.

Во всем мире для антикоррозийной защиты широко применяется цинкование металла. Это связано с тем, что у цинка невысокая стоимость. Кроме того, он дает высокую защиту от воздействия внешней среды. А процесс цинкования отличается невысокими затратами, что делает его доступным для самостоятельного использования.
При попадании цинка в атмосферу начинается активное взаимодействие с кислородом. В результате данного процесса на поверхности появляется тонкий слой оксидной пленки, который предохраняет сталь от агрессивного воздействия внешних факторов. Для получения качественного результата необходимо правильно подобрать толщину будущего покрытия. Она во много определяется временем проведения процесса и температурным режимом.
Если вы применили цинкование металла в домашних условиях, такое изделие нельзя подвергать дальнейшей механической обработке. В противном случае защитный слой исчезнет и работу придется повторить.

Основные способы цинкования
Если вам необходимо защитить металлические изделия, стоит применить один из вариантов цинкования. Если в точности следовать технологии, у вас получится стойкая к коррозии поверхность. Выделяют следующие виды цинкования:
- горячее цинкование;
- холодное цинкование;
- газо-термическое напыление;
- термодиффузионный метод;
- гальванический метод.
Подбирая метод цинкования металла, важно руководствоваться желаемым эффектом. Не менее важно учитывать, в каких условиях планируется применять полученное изделие. Для одной детали можно использовать различные варианты обработки.
Горячее
Подобный вариант покрытия металла цинком предполагает погружение детали в емкость, в которой находится расплавленный цинк. При этом важно поддерживать температурный режим на уровне 460-480 градусов. По долговечности и качеству это один из самых оптимальных вариантов. Данный метод находится на втором месте по получаемому объему производства.
Подобное оцинковывание отличается сложным с технологической точки зрения процессом. Он опасен и с экологической точки зрения, т. к. приходится взаимодействовать с расплавленным цинком.

Холодное
Холодное цинкование представляет собой окраску металлических изделий при помощи грунтов, насыщенных цинком в порошкообразной форме. Когда покрытие будет готово, содержание в нем цинка дойдет до 89-93%. Данный вариант оцинкования связан с использованием высокотехнологичного процесса. Он широко используется благодаря своей простоте. Холодное цинкование создает поверхность, которая будет служить в несколько раз дольше по сравнению с предыдущим методом.

На видео: как получить цинковый порошок.
Газо-термическое
В данном случае расплавляют цинк, имеющий порошкообразную или проволочную форму. Затем его наплавляют на металлический элемент в газовом потоке. Данный способ часто применяется, чтобы защитить большую конструкцию, не помещающуюся в специальной ванне с раствором цинка. Полученное покрытие не теряет своих свойств в течение 30 лет и имеет высокий класс.

Термодиффузионное
Такая технология цинкования металла позволяет получить прочное покрытие благодаря тому, что в железную подложку проникают атомы цинка. В результате получается сплав со сложной структурой. Эффект получается благодаря высокой температуре, которая превышает 2600 градусов. Это экологически безопасный метод, имеющий высокий класс устойчивости.

Гальваническое
Гальваническое цинкование создает не только прочное, но и гладкое гальваническое покрытие. Гладкие и блестящие металлические изделия не требуют в большинстве случаев дополнительной обработки. Кроме того, при данном методе есть возможность после обработки подвергать металл сварке.

Все представленные методы широко используются в заводских условиях. Для цинкования металла своими руками применяется холодный или гальванический способ. При соблюдении технологии получается качественное покрытие с высокими защитными свойствами.
Особенности гальванического метода
При самостоятельной работе часто используется электрохимический метод или холодное цинкование. Это связанно с тем, что данные способы просты в использовании. Электрохимическое цинкование требует тщательной подготовки поверхности. Она заключается в предварительной очистке поверхности и ее обезжиривании. Предмет протравливают кислотой и промывают водой.
Электролитом может выступать раствор любой соли, в которой есть цинк. Подобное электролитическое цинкование создает надежную и долговечную защиту. Полученный раствор перед применением необходимо процедить.
Если вы хотите использовать технологию гальванического цинкования металла, необходимо сделать специальный аппарат. Его можно выполнить из источника постоянного тока, у которого сила тока составляет 2-6 А, а напряжение 6-12 В.

Осуществляя цинкование в домашних условиях, необходимо учитывать, что качество и толщина покрываемого изделия окажут влияние на такие факторы:
- геометрические параметры изделия;
- сложность представленной формы;
- плотность и температуру используемого раствора с электролитом;
- плотность тока, которая приходится на единицу покрытия обрабатываемой детали.
Цинкование в домашних условиях
Гальваническое цинкование можно выполнить в домашних условиях. Это простая процедура, но она требует высокой точности исполнения и большой аккуратности. Вам потребуется источник тока, в качестве которого можно применить автомобильный аккумулятор. Но можно воспользоваться и зарядным устройством на 6-12 В и 2-6 А.

Теоретически для приготовления электролита подойдет любая соль, которая может раствориться в воде. Но с практической точки зрения необходим специальный раствор цинка.
Вам потребуется следующий состав для электролита:
- магний или сернокислый аммоний – 50 г;
- сернокислый цинк – 200 г;
- 1 литр воды;
- уксуснокислый натрий – 15 г.
В данном случае гальваническое цинкование будет проведено лучшим образом. Но вы можете использовать аккумуляторный электролит, представленный водным раствором с серной кислотой. В него добавляют цинк до прекращения реакции. Затем цинк остается, а кислота переходит в состояние соли. На дне образуется осадок, если у вас получится слишком концентрированный раствор кислоты. В данном случае необходимо добавить воды.
Электролиты относят к категории опасных ядов. Из-за этого с ними следует работать очень осторожно и только в защитной одежде. Работу выполняйте в помещении, которое можно хорошо проветрить.

Прибегая к гальванической оцинковке, отдайте предпочтение посуде из стекла или винипласта. Если деталь небольшая, можно воспользоваться литровой банкой. При гальванике должна быть возможность закрепления изделия к емкости. Электролит заливают в емкость после процеживания.

Изделие предварительно обезжиривают, чтобы цинк покрыл поверхность ровным и прочным слоем. После этого его помещают в раствор и держат до 10 секунд. После этого его нужно хорошо промыть в чистой воде. Данный процесс называют химическим активированием. Затем начинается анодирование стального предмета.
Для цинкования деталей необходимо применение цинкового электрода. Его делают из имеющегося куска цинка. В нем необходимо просверлить отверстие подходящего размера. Затем в него продевают медную проволоку, на которой он и подвешивается. Для этого у электрода должна быть не только плоская, но и подходящая для удобства форма. А поверхность поверхности должна быть примерно той же, что и площадь у самого изделия.
Используйте провода из меди для подключения к источнику питания. Следите, чтобы плюс был подведен к цинковому электроду. При этом минус подводится к самому изделию. Период воздействия составляет от 10 до 40 минут. Таким образом получится цинковое покрытие, у которого будет высокий класс.

Данная технология гальванического цинкования металла заключается в том, что на поверхность наносят состав, имеющий вид красящего состава. В результате, используется не краска с цинком, а металл, представленный в форме краски. В качестве цинкователя используется большое количество материалов, которые выпускают современные производители. Но состав цинка в них меняется, от чего будет зависеть качество готовой поверхности.
Если вы планируете цинкование своими руками, обратите внимание на предложенную инструкцию производителя. У многих смесей есть серьезные требования к предварительной подготовке.

Оцинковка металла производится продуктом, который включает две составляющих – цинковый порошок и связующую жидкую смесь. Их продают вместе, но поставляют в отдельных емкостях. Прежде чем использовать продукт, отдельные компоненты необходимо смешать в соответствии с инструкцией.
Состав наносят при температурном режиме 5-40 градусов и при режиме влажности от 30 до 98 %. Проводите работы исключительно в хорошо проветриваемом помещении, используя индивидуальные средства защиты.
Таким образом, вы можете защитить стальные изделия от коррозии, используя простое оборудование для цинкования металла. При соблюдении простой технологии получается качественное покрытие, обеспечивающее хорошую защиту от процессов коррозии. А поверхность приобретает высокие декоративные характеристики.